
METALLURGY & PROCESSING
METALLURGICAL TEST WORK



Several metallurgical testing campaigns have been conducted out on Fenix Gold ore since 2010 in order to evaluate its metallurgical behavior in a conventional heap leach process. In addition, in 2017, some mineralogical studies in the form of gold deportment were conducted to explain the metallurgical results. This test work was undertaken by Kappes, Cassiday and Associates (KCA) and AMTEL Laboratories.
Cyanide leach tests were carried out through bottle roll and column percolation tests under different conditions of residence time and crush/grind size. Data used for the 2019 PFS, was obtained from column tests performed on eleven composite samples. The tests were conducted at different crush sizes, from P80 of 100 mm to P80 of 9.5 mm, at other residence times from 57 to 113 days, and at different sample sizes from approximately 40 kg to 580 kg. All other conditions, such as cyanide concentration and pH values, were maintained equal for all of the tests. Conclusions from the tests are that gold extractions of 80% can be achieved for material with a grade of 0.40 g/t Au and at P80 19 mm crush size. Test-work conducted in 2017 suggested that primary crushing (only) to 100 mm will produce 75% metallurgical recovery of the ore. Limited testing of material sized to 6” (150 mm) suggested that recoveries over 70% were possible.
In late 2020, Fenix Gold initiated activity with HLC (Heap Leach Consulting) and FAMESA Chile to obtain blasted material from each of the three pits, Fenix North, Fenix Central and Fenix South. Three blast projects of ~500 m3 were drilled and shot to provide the material for a pilot run of mine (ROM) leach pad.
The material was excavated and blended at a ratio consistent with the 2019 PFS life of mine contribution from the three pits. (18%/48%/34%). The amount of material placed on the pad for the ROM leach trial was 426 tons. The pilot trial was conducted at the Lince Plant site (25 km from the operation) at an altitude of 3,200 masl, using industrial water from the Nueva Atacama plant in Copiapó.
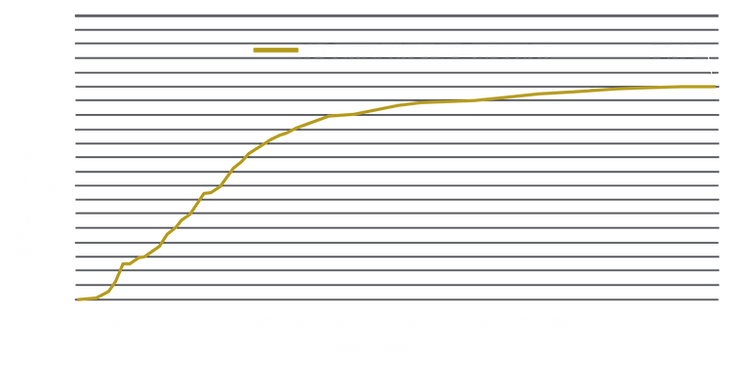
Sampling of the blended material gave a head grade of 0.464 gm/t; after completing 85 days of leaching, the leached material was resampled and returned a grade of 0.118 gm/t, indicating a recovery of 75%, consistent with the calculated recovery from solution grade and flow measurements.
The ROM trial heap demonstrated lime consumption was 2.95kg/t and cyanide consumption was 0.175 kg/t, both reductions over the PFS numbers.
Based on the results of the ROM trial heap results, Rio2 has decided to remove the crushing circuit from the startup of the Project, reducing capital and simplifying the operation. Achieving 75% recovery from ROM, whilst removing crushing costs is an improved economic case from the 2019 PFS study. Ongoing test work and results from mining operations will determine if there is a case for introducing crushing in the future.
A recent theoretical blasting fragmentation study by FAMESA (Chile) in August 2021 shows that a P80 of material passing 3 1/3” or 8 cm is achievable, supporting the size distribution observed during the ROM leach trial.
GOLD EXTRACTION IN PILOT LEACH PAD
CLICK PICTURE TO ENLARGE
PROCESSING
High-grade ROM ore will be mined and transported directly to the heap leach pad by trucks. Lime will be added to the trucks en-route to the leach pad. Lower-grade material will be stockpiled for processing at the end of the Project’s life.
Processing operations will treat the solutions from the heap leach facility operating in a new ADR (adsorption, desorption and refining) plant capable of treating 20,000 tpd of ore to pad or 1,058 cubic meters per hour of pregnant solution to produce doré bars. The plant layout is designed to be upgradeable to 40,000 tpd and 80,000 tpd with the addition of extra absorption trains.
Process cost (including water trucked from Copiapó is estimated to be USD 5.53/t of ore processed in the 2023 Feasibility Study.
HEAP LEACH PAD
The heap leach pad area will be prepared and covered with an impermeable liner. Corrugated, perforated drainage piping will be laid on the liner for collection of the pregnant leach solution. A protective layer of finely crushed, permeable ore will be placed on top of the liner to prevent damage from the mobile equipment and during ore loading. The ore will be stacked on the pad in 10m lifts.
The pad will be developed in four stages with a stacking volume of 10.3 Mt for Stage 1, 30.6 Mt for Stage 2, 27.7 Mt for Stage 3, and 60.7 Mt for the final stage. The total pad capacity will be 129 Mt. The irrigation system will uniformly apply cyanide solution directly onto the leveled surface of the leach pile through a drip irrigation system, at an irrigation rate of 10 L/hm2 with an irrigation cycle of 90 days.
Once the mineral placed on the pad is saturated and in leach, the pregnant solution will drain to the the pad’s base, and via gravity will be piped directly to the ADR Plant Adsorption Circuit. The PLS Pond will be built and used for solution storage as required.